


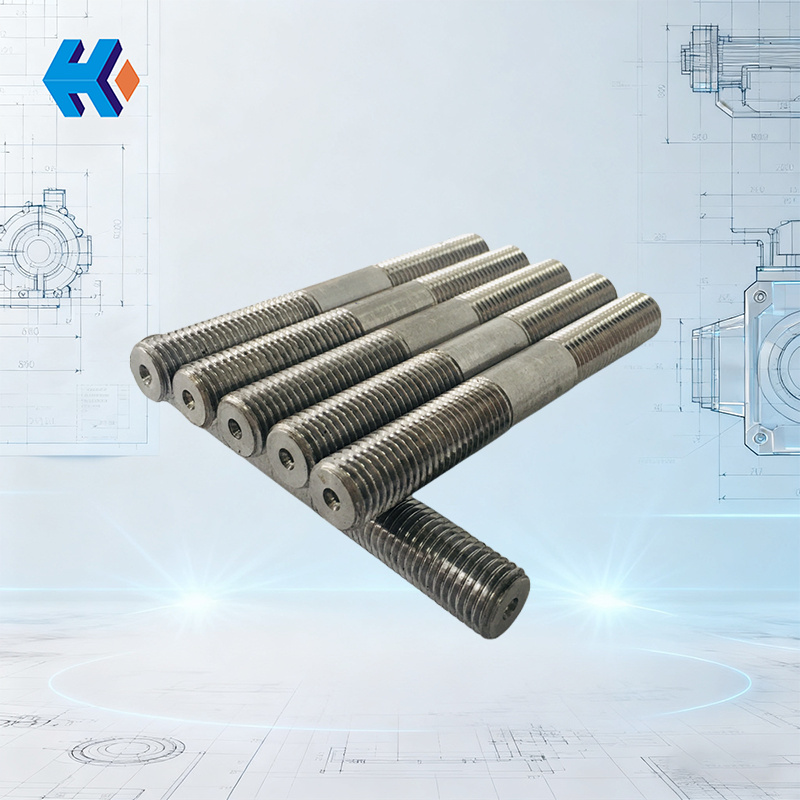
Expertise Ensures Safety: Scientific Selection of 20Cr1Mo1VTiB Main Steam Valve Stud Bolts
The Emergency Call: A Race Against Failure
We received an urgent call from a power plant specialist: 'A double-end stud on our Unit 2 Main Steam Valve has fractured during operation. We need a replacement immediately. Can you supply them fast?' We responded instantly, and after understanding the situation, we proactively offered: 'We can not only supply them quickly, but we can also ensure the new studs won't repeat the same mistake.'
The analysis revealed the root issue: although the failed stud was specified as 20Cr1Mo1VTiB and met basic elemental and stress requirements, the metallographic structure showed brittle Martensite instead of the required tempered Sorbitic structure. This is the classic, detrimental consequence of a small workshop that "only measures and skips heat treatment."
I. The "Low-Price Trap" of Small Workshops: A Skipped Step, a Decade of Risk
Many non-standard manufacturers on the market rely solely on measuring the dimensions of an old part, using common materials, and cutting corners—often omitting the crucial high-temperature tempering process. These "counterfeit" parts may seem cheap, but they harbor fatal defects:
The "Three-No" Risks of Substandard Suppliers:
- No Heat Treatment Control: Quenching without proper tempering leaves a coarse Martensite structure. The hardness is artificially high but the toughness is extremely poor, leading to severe lack of impact resistance and high susceptibility to brittle fracture.
- No Process Record: There are no records of the heat treatment curve, no Magnetic Particle Testing (PT) reports, and no metallographic data. The quality status is untraceable, relying entirely on a risky "experience" basis.
- Rough Machining: Threads are cut using common lathes, leaving visible tool marks, and the radius at the thread root transition is insufficient. This creates dangerous stress concentration points, which become the primary sources for fatigue crack initiation.
When dealing with high-temperature, high-pressure critical components for steam turbines, our company adheres rigidly to a philosophy of "Standard First, Process Controlled, Result Traceable." Our high-temperature fasteners not only meet basic standards but comprehensively satisfy rigorous industry-specific requirements:
II. Our Scientific Selection: Precision Manufacturing of 20Cr1Mo1VTiB Studs
| Focus Area | Professional Standard & Process | Benefit (Why it ensures safety) |
|---|---|---|
| 1. Material Control | Raw material must meet GB3077-2015 (20Cr1Mo1VTiB); verified by direct-reading spectrometer (e.g., Mn 0.58%, Cr 0.98%). Additionally, GB901G-88 requires a 1000 hour 550°C high-temperature durability test on the steel billet to guarantee creep resistance. | Reliability is "locked-in" from the steel mill. Ensures the material will not fail prematurely due to creep at operating temperature. |
| 2. Machining Precision | CNC lathe machining is used to mandatorily maintain a R1 mm root radius (GB/T1184 precision class). The central φ20 mm heating hole is dedicated-bored to roughness Ra ≤1.6 μm. | Stress concentration is reduced by 60% compared to rough-cut threads. Smooth hole surfaces prevent internal burrs from acting as internal crack initiation sites. |
| 3. Heat Treatment | Strict DL/T439-2018 Quenching and Tempering (Q\T) process: 920°C salt bath quench (ensures uniform Martensite), followed by 680°C vacuum temper for 4 hours (converts structure to Tempered Sorbitic). | Transforms "brittle glass" into a "strong spring." Hardness is controlled to 240 ~ 280 HBW, meeting 785 MPa tensile strength (GB/T3098.1-2010 Grade 10.9) while providing sufficient toughness for temperature fluctuations during turbine startup/shutdown. |
III. Conclusion: Choosing Professionalism is Choosing Long-Term Peace of Mind
We have immediately initiated the emergency production process for the power plant and will complete inspection, packaging, and delivery in the shortest possible time. This is not just a simple stud; it is a lifeline safeguarding the unit's safety.
By choosing our products, you are selecting a triple guarantee: National Standards, Industry Specifications, and Corporate Responsibility. We ensure that every tightening operation can withstand the dual test of time and extreme temperature.


-

Looking at Abnormal Wear on U250-Y01 Induced Draft Fan Moving Blades
Understand why U250-Y01 induced draft fan blades wear out and how to maintain mechanical linkages. We provide U250-Y01 blades, seals, and connecting rods.03-23
-

Easy Maintenance with the SDGLQ-60T-36K Duplex Oil Filter for Coal Mills
Learn how to switch the SDGLQ-60T-36K duplex filter element without stopping your coal mill. No oil flow interruption, stable pressure, and zero bypass. Get a quote today.03-17
-

Keeping Your ID Fan Safe with the U2616G2106Y01 Blade Seal Ring
Protect your HU25042-221G fan with the U2616G2106Y01 blade seal ring. Learn how multi-stage sealing prevents bearing jams, blade sticking, and fan stalls.03-12
-

Stopping Oil Leaks with the UYG35/20G010 ID Fan Seal Ring
Stop bearing box leaks with the UYG35/20G010 ID fan seal ring. Learn how gap control and thermal expansion prevent grip failure in induced draft fan spare parts.03-11
-
How to Detect Micro Leakage in Feed Water Pump Gasket FA1D56-03-09 Before It Causes Shutdown
Learn the common failure modes of feed water pump cooling water jacket sealing gasket FA1D56-03-09, including aging, creep relaxation, and mechanical damage. Understand external signs, micro leakage detection methods, and practical maintenance tips to prevent pump shutdown and reduce repair cost.03-02






